Polycarbonate पूल कभर वेल्डिङ मिसिनहरू
ल्यान्डी र अरूहरू बीच सील टेक्नोलोजी कन्ट्रास्ट
| ब्रान्ड | ल्यान्डी | अन्य | अन्य |
| प्रक्रिया | उच्च तापमान तातो पिघल प्रक्रिया | उच्च आवृत्ति वेल्डिंग प्रक्रिया | गोंद सील प्रक्रिया |
| लाग्ने समय | उच्च तापमान तातो-पिघल प्रक्रिया, छोटो चिसो समय, केवल 10 सेकेन्ड | उच्च आवृत्ति वेल्डिंग प्रक्रिया, छोटो चिसो समय, केवल 10 सेकेन्ड | इन्जेक्सन ग्लु द्वारा निश्चित, उपचार समय लामो छ, 10 घण्टा भन्दा बढी लिनुहोस् |
| सौन्दर्यशास्त्र | वेल्डिङ पोइन्टमा एउटा मात्र लाइन, सफा र सुन्दर | सफा र सुन्दर | गोंद इंजेक्शन को मात्रा नियन्त्रण गर्न गाह्रो छ र सौन्दर्य मा हल्का प्रभाव छ |
| सील प्रभाव | बलियो वेल्डिंग, कुनै ढिलोपन, कुनै पानी प्रवेश छैन | सजिलो ढिलोपन र पानी प्रवेश | फुल्न सजिलो हुन्छ र स्लेटहरू फुट्न सक्छ र पानी सजिलै भित्र पस्न सक्छ |
| जीवाणुरोधी | कडा सील, भित्र कुनै नमी, राम्रो जीवाणुरोधी गुण | पानी र प्रजनन सूक्ष्मजीवहरू प्रवेश गर्न सजिलो | पानी र प्रजनन सूक्ष्मजीवहरू प्रवेश गर्न सजिलोt गोंद सूक्ष्मजीवहरूको कारणले ढालिएको हुन्छ |
| बुढेसकालको घटना | एन्टी-एजिंग एजेन्ट, बलियो विरोधी थप्नुहोस्-बुढ्यौली | पानी प्रवेश गर्न सजिलो र द्रुत बुढ्यौली | गोंद उमेर र पहेंलो गर्न सजिलो छ, उपस्थिति र सील प्रभावलाई असर गर्छ |
| चित्र |
|
|
|
| व्यापक मूल्याङ्कन | ★★★★★ | ★★★ | ★★ |


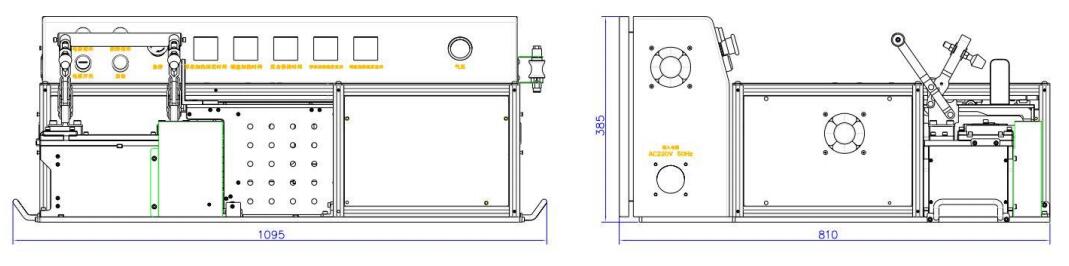
गर्मी सील मिसिन मा विवरण



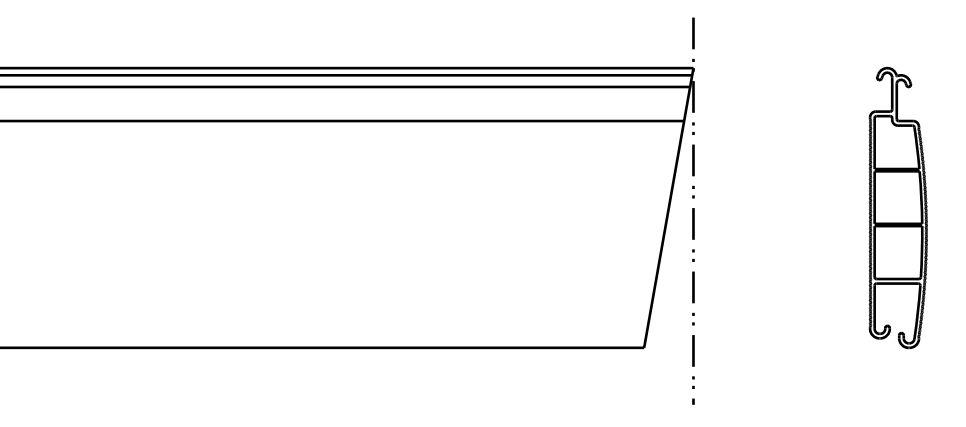
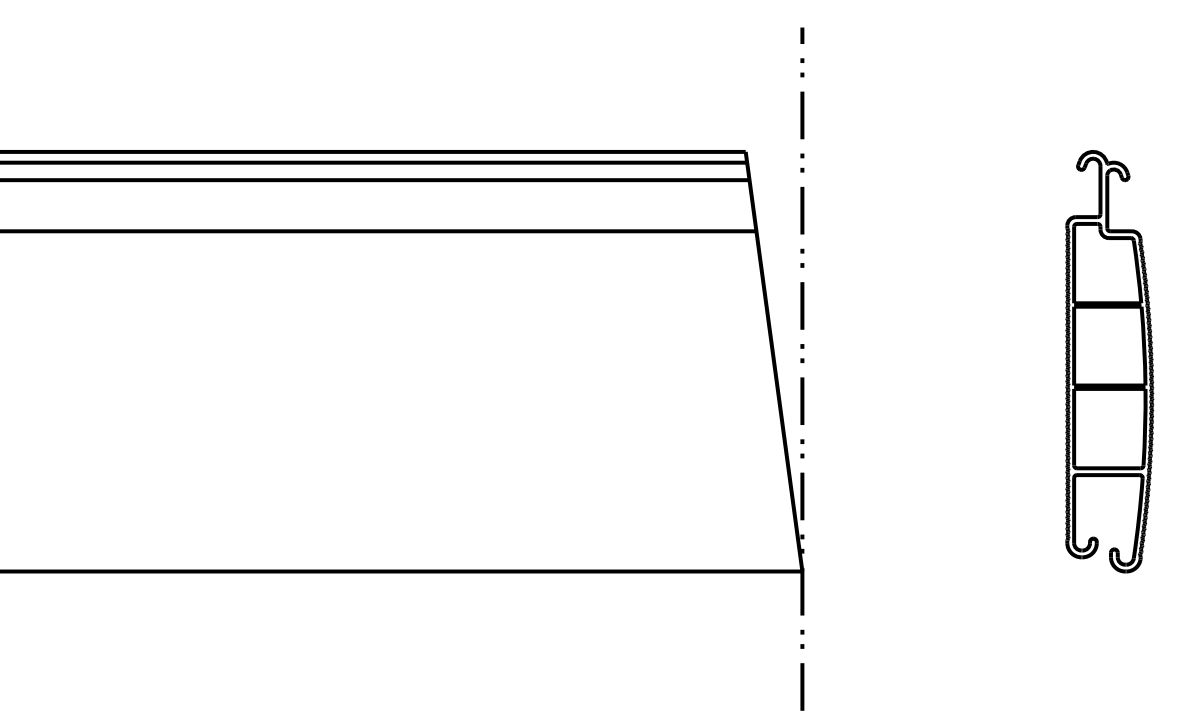
स्लेटको आकार (मिमी)
1. स्लेट काट्ने सहिष्णुता (लम्बाइका लागि):L1 मिमी
2. स्ल्याट काट्ने प्रोफाइल समतल हुनु आवश्यक छ, यदि होइन भने, निम्न तस्बिरहरूले देखाउँदछ, यसले वेल्डिङको प्रभावलाई असर गर्छ, जसले गर्दा स्लेट र अन्त्य बीचको वेल्डिङको भाग पर्याप्त बलियो हुँदैन, र पानी चुहाउन सजिलो हुन्छ।


3. काटिसकेपछि, स्लेट भित्र र बाहिर टुक्रा सफा गर्न आवश्यक छ
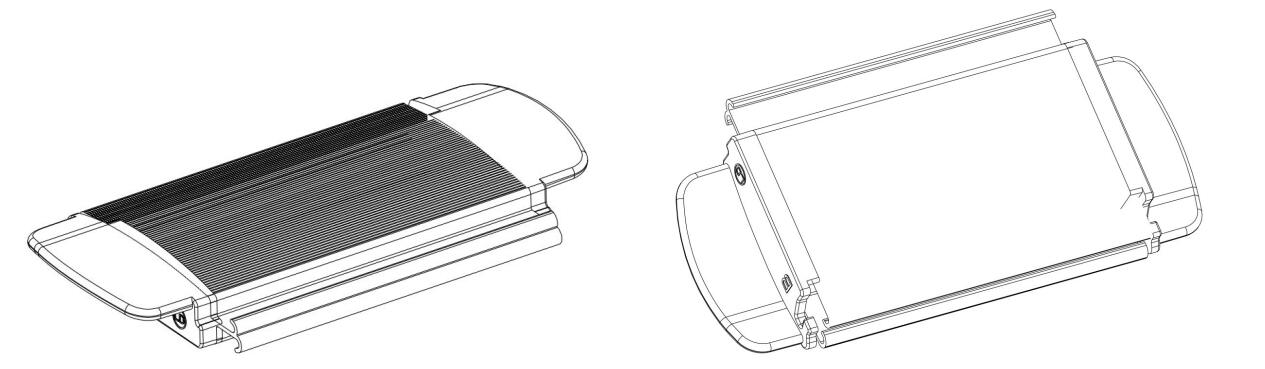
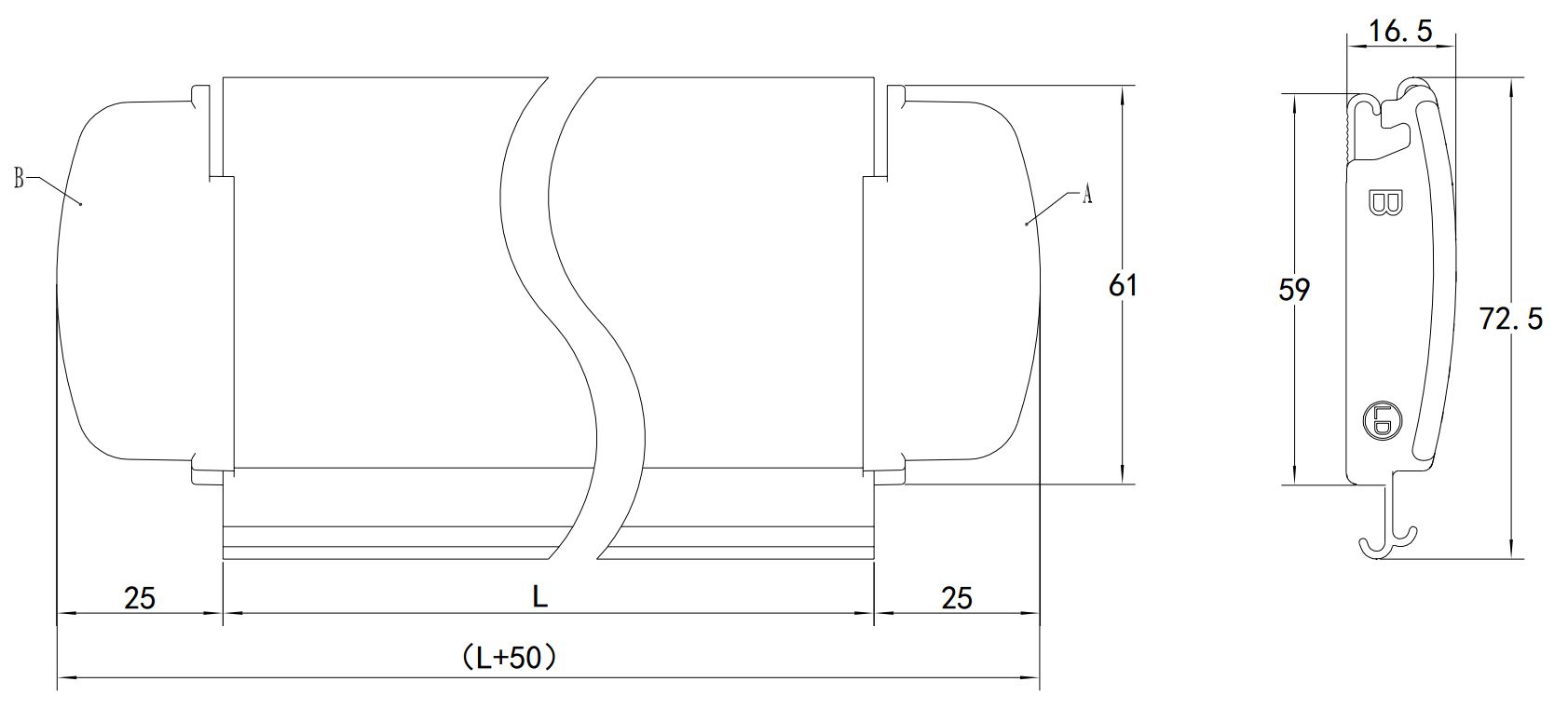
स्लेट र अन्त्यको लागि वेल्डिङ
1. वेल्डिंग परिष्करणको लागि आकार (मिमी)
2. स्ल्याट र अन्त्य बीचको वेल्डिङ एसेम्बलीको वेल्डिङ बल परीक्षण, पानीको कसाइ परीक्षण
पत्ता लगाउने आवृत्ति: पहिलो टुक्रा निरीक्षण, उत्पादन समयमा नियमित नमूना निरीक्षण
पत्ता लगाउने तरिका:
① वेल्डिङको बल: छेउ खुकुलो छ कि छैन भनेर हेर्न वेल्डिङको भागलाई जोडदार रूपमा तोड्नुहोस्;
② वाटर टाइटनेस टेस्ट: वेल्डिङको भागलाई पानीमा हाल्नुहोस् र केही समयसम्म भिजाउनुहोस्।भिजुअल रूपमा जाँच गर्नुहोस् कि स्लेटमा पानी छ कि छैन।
3. चित्रहरू देखाउने रूपमा वेल्डिंग विधानसभा